Dobre nabrúsené volfrámové elektródy sú základom pre kvalitné TIG zváranie. Pre to, čím ich brúsiť máme viacero možností - brúsenie lamelovými kotúčmi, stojanovou brúskou alebo profesionálnou brúskou volfrámových elektród. Treba si dať pozor na správny uhol brúsenia a zabránenie kontaminácie elektródy - priamo ovplyvňujú hĺbku zvarového kúpeľa. Brúsenie volfrámových elektród má teda priamy vplyv na životnosť elektródy, tvar oblúka aj na kvalitu zvaru. Je však nutná špeciálna brúska na elektródy?
Ako brúsiť volfrámovú elektródu
-
jemne, slabým tlakom a pomalým točením,
- podľa zváracieho prúdu:
- pri jednosmernom prúde - do kužeľovitej špičky tak, aby dĺžka špičky bola 1 až 1,5 násobok priemeru elektródy. Priemer elektródy volíme podľa veľkosti zváracieho prúdu. Uhol ostrenia a priemery elektród podľa prúdu sú uvádzané aj v odporúčaní výrobcov volfrámových elektród na webových stránkach a v produktových katalógoch.
-
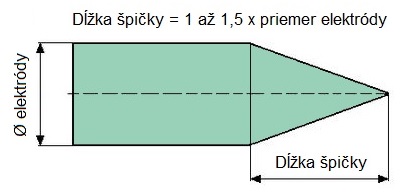
Zabrúsenie volfrámovej elektródy do špičky pri zváraní jednosmerným prúdom
- pri striedavom prúde - do tupého konca (zrazí sa hrana na čelnej ploche špičky):
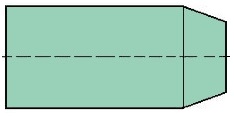
Skosenie volfrámovej elektródy pri zváraní striedavým prúdom
- v pozdĺžnom smere proti smeru otáčania kotúča - ak by sme brúsili elektródu priečne na kotúč, vznikli by na nej ryhy, ktoré spôsobia obmedzenie zváracieho prúdu, nestabilitu oblúka a neželané vtrúsenie kúsočkov uvoľneného volfrámu do zvarového kúpeľa. Pri pozdĺžnom brúsení k týmto problémom nedochádza.
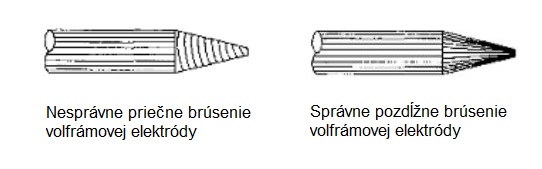
Nesprávny priečny a správny pozdĺžny spôsob brúsenia volfrámovej elektródy
-
vycentrovane v ose elektródy – zabezpečíme tak stabilitu oblúku,
-
do potrebného uhlu - oblúk je zrkadlovým obrazom uhlu, pod ktorým je špička vybrúsená. Keď je špička zabrúsená do ostrého uhla, aj zvarový kúpeľ má úzky a hlboký tvar. Pri tupom uhle je kúpeľ širší a plytký.
-
po vybrúsení elektródy do špičky je potrebné otupiť aj jej hrot (pri zváraní jednosmerným prúdom). Odporúčané otupenie hrotu je približne 10 % jej priemeru. Špicatý, nezabrúsený hrot by sa mohol odtaviť a spadnúť do zvarového kúpeľa, čo vedie ku kontaminácii a zlej kvalite zvaru. Otupenie špičky navyše znižuje jej zaťaženie a predlžuje životnosť.
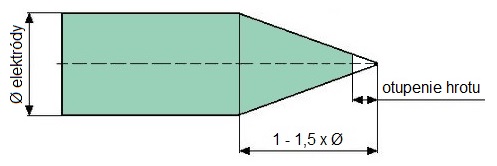
Veľkosť otupenia hrotu špičky volfrámovej elektródy pri brúsení
-
ideálne brúskou určenou špeciálne na brúsenie volfrámových elektród,
-
s nasadenými ochrannými okuliarmi a rukavicami, prípadne s rúškom, aby sme nevdychovali brúsny prach.
Čím brúsiť volfrámové elektródy - aké sú spôsoby brúsenia?
Elektródy vieme nabrúsiť rôznymi spôsobmi (na internete nájdeme niekedy až prekvapivé kúsky). Môžeme použiť domáce stojanové brúsky, klasické brúsky, pásové brúsky, brúsky s možnosťou nastavenia otáčok alebo profesionálne špeciálne brúsky určené na brúsenie volfrámových elektród. Dôležité je, aký kotúč však použijeme.
1. Brúsenie lamelovým, brúsnym alebo vulkánfíbrovým kotúčom na klasickej brúske

✔ najlacnejšie riešenie,
✖ veľmi nepresné,
✖ elektróda sa pri brúsení často poruší, rozštiepi a prehreje,
✖ elektróda sa jednoducho kontaminuje od ocele, ktorú sme brúsili predtým - tomuto stavu sa potrebujeme vyvarovať, pretože pri znečistení elektródmi inými kovmi klesá teplota jej tavenia,
✖ nevieme odhadnúť presný uhol,
✖ najväčšia „fušerina“.
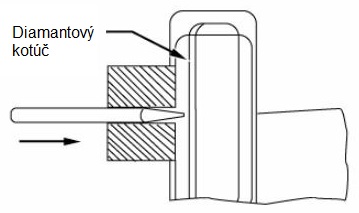
2. Brúsenie diamantovým kotúčom
Diamantový kotúč je priamo určený na brúsenie volfrámových elektród na brúske s reguláciou otáčok (aby nedošlo k veľkému prehriatiu kotúča). Tento spôsob je dobrý pre zváračov, ktorí chcú brúsiť a zvárať profesionálnejšie bez príliš veľkých investícií.
✔ oveľa kvalitnejšie brúsenie než pri prvom spôsobe,
✔ kotúč nie je kontaminovaný,
✔ regulácia otáčok brúsky,
✖ nevieme odhadnúť presný uhol,
✖ investícia do kotúča je cca 60 EUR, ale životnosť je veľká, pri dennom zváraní vydrží aj dva roky.
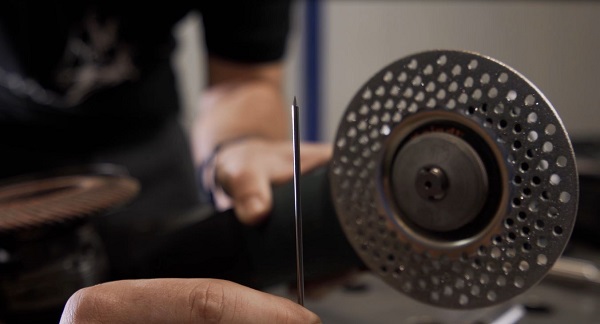
3. Použitie stojanovej brúsky na volfrámové elektródy
Multifunkčná stojanová brúska je vhodná pre rôzne práce, nielen na brúsenie, preto ani výsledok brúsenia nie je perfektný, ale ak potrebujete nabrúsiť elektródu raz za rok, je to možnosť.

✔ ľahká dostupnosť - má ju doma takmer každý, príp. u suseda sa nájde,
✔ nižšia cena,
✖ nevieme odhadnúť presný uhol,
✖ drsný povrch elektródy po brúsení,
✖ uberá väčšie množstvo materiálu z elektródy, "nešetrí" elektródu,
✖ brúsenie trvá dlhšie.
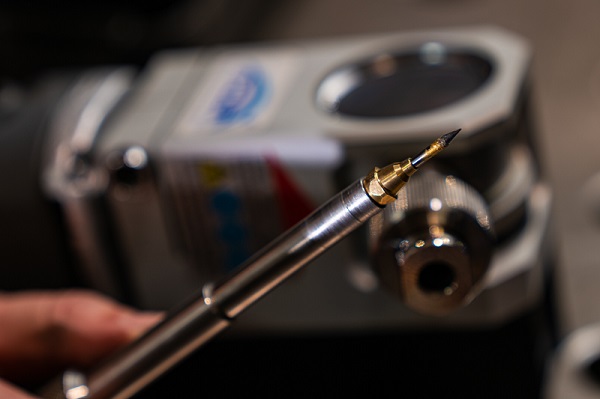
4. Brúska na brúsenie volfrámových elektród
Na záver to najlepšie, špecializovaná brúska na volfrámové elektródy je určená predovšetkým pre profesionálnych zváračov, ktorí potrebujú brúsiť elektródy kvalitne, rýchlo a bezproblémovo.
Najobľúbenejšie sú ručné, malé, prenosné brúsky, takže brúsenie kdekoľvek na stavbe nie je problém. Druhým typom sú brúsky na brúsenie za mokra, ktoré minimalizujú množstvo vdychovaného brúsneho prachu, ktorý je v prípade brúsenia thoriových (WT) elektród karcinogénny.

✔ presné nastavenie uhla,
✔ jednoduché použitie,
✔ krátka doba brúsenia,
✔ výsledok brúsenia je vysokej kvality,
✔ regulácia otáčok brúsky,
✖ vyššia vstupná investícia v stovkách EUR.
Je brúska na volfrámové elektródy nutná pri TIG zváraní?
Pred každým zapnutím TIG zváračky je nutné nabrúsiť volfrámovú elektródu. Dôležité je strážiť si správny uhol, nenarušiť opracovávanú elektródu a nekontaminovať ju, čím by sme zbytočne poškodili výsledný zvar. Aký spôsob brúsenia si zvolíte je závislé predovšetkým na účele zvárania. Rozhodne sa však oplatí investovať do profesionálnej brúsky, ktorá je presnejšia, bezpečnejšia a jej cieľom nie je nič menšie, než kvalitný zvar TIG. Túto voľbu síce na začiatku pocíti vaša peňaženka, ale kvalita, rýchlosť a komfort pri brúsení vás veľmi rýchlo utvrdia o správnej voľbe.
Porovnaniu brúsenia elektród špeciálnou brúskou a stojanovou brúskou sme sa venovali v článku Brúska na wolfrámové elektródy - mnoho výhod a jedna nevýhoda.
váš tím Solík