Zváranie hliníka a hliníkových zliatin metódou TIG si vyžaduje viac zručnosti. Na pochopenie toho, ako zvárať hliník je potrebné rozumieť zváraniu striedavým prúdom a nastaveniu parametrov zváračky na hliník (zváračka TIG AC/DC). Dôležité sú hlavne parametre Frekvencia prúdu a Balance, ktorými tieto zváračky disponujú.Ak ešte nemáte vybraný stroj, najprv si pozrite, podľa čoho zvoliť TIG AC/DC zváračku na hliník.


Aplikácie pre zváranie hliníka (stojany na bicykle, hliníkové vane, prístrešky atď.)
Vlastnosti hliníka ako materiálu pre zváranie
Hliník je ľahký, nemagnetický, striebrolesklý a často používaný kov, ktorý si pamätáme ešte zo základnej školy pod latinským názvom Aluminium a chemickou značkou Al. Ide o tretí najrozšírenejší prvok v zemskej kôre, tvorí takmer 8 % jej objemu. Slovenský názov hliník vychádza z jeho prítomnosti v hline (íloch a mineráloch). Základnou surovinou pri výrobe hliníka sú hliníkové rudy, horniny s obsahom oxidu hlinitého, napr. bauxit, kaolín, kryolit.
Vlastnosti hliníka dôležité z hľadiska zvárania
- dobrá korózna odolnosť na vzduchu, vo vode, oleji a mnohých chemikáliách – koróznu odolnosť zabezpečuje tenká vrstva oxidu hlinitého Al2O3, o ktorej si povieme viac, pretože je veľmi dôležitý na pochopenie spôsobu zvárania hliníka,
- veľmi malá pevnosť 60 až 70 MPa, ktorá sa znižuje pri zvýšených teplotách - pevnosť hliníka sa zvyšuje prísadami,
- malá merná hustota 2700 kg.m-3,
- teplota tavenia je 658°C,
- veľká tepelná a elektrická vodivosť (asi 4x väčšia ako má oceľ),
- dobré plastické vlastnosti A = 22 %, ktoré si zachováva aj pri záporných teplotách,
- veľký koeficient tepelnej rozťažnosti, pri tuhnutí sa zmrašťuje o 6 %.
Oxid hlinitý Al2O3
Oxid hliníka Al2O3 sa vytvára na povrchu každého hliníkového materiálu. Má rovnaký molekulárny objem ako hliník, vďaka čomu pevne priľne na jeho povrchu a robí ho odolným. Má vysokú tepelnú stabilitu, teplotu tavenia 2040 °C (veľmi vysokú oproti hliníku) a nerozpúšťa sa v roztavenom kove.
Oxid hlinitý je elektrickým izolátorom a pri zváraní spôsobuje problémy, preto ho treba pred a počas zvárania odstrániť. Nedostatočne odstránený môže spôsobiť nedostatočný kontakt elektrického prúdu počas zvárania. Oxidická vrstva sa odstraňuje z povrchu hliníka mechanickou alebo chemickou cestou, avšak problémom je, že po odstránení sa okamžite vytvára nová vrstva.
Kedy a akým spôsobom odstrániť vrstvu oxidu Al2O3 z povrchu hliníka?
- pred zváraním, pri príprave spojov:
- mechanicky - oceľovými kefami, oceľovými rotačnými kefami a škrabákmi, alebo
- chemicky - morením,
- počas zvárania – chemicky (použitím tavív) alebo fyzikálnym účinkom elektrického oblúka pri zváraní metódami TIG a MIG.
O príprave hliníka pred zváraním, čistení a postupných krokoch pri zváraní sa podrobne dočítate v článku Návod na zváranie hliníka.
Čo je potrebné na zváranie hliníka?
Hliníkové materiály sa najčastejšie zvárajú metódou TIG AC, t.j striedavým prúdom. Môžete tak zvárať všetky druhy technického hliníka (min. 99 % Al) a hliníkových zliatin v hrúbkach 1 - 10 mm, výnimočne hrubšie. Pri ručnom zváraní hliníka sa ako prídavný materiál používajú drôty (tyče) na zváranie hliníka dĺžky 1 meter rôznych priemerov. Najčastejšie používaný ochranný plyn je argón, zriedkavo hélium alebo zmes argónu a hélia. Zváranie hrubších materiálov vyžaduje ich predhrev na teplotu od 150 do 400 °C, pre stabilizáciu oblúka 100 - 200 °C. Tavivo sa nepoužíva.
Ako zváracie zdroje slúžia špeciálne zváračky na hliník - zváračky TIG AC/DC, ktoré umožňujú zvárať aj obaľovanou elektródou MMA AC/DC.
Výsledkom TIG-ového zvárania sú zvary najvyššej kvality, bez rozstreku a trosky (strusky). Je však časovo náročnejšie a vyžaduje viac zváracích skúsenosti. Zváranie TIG je obojručné, kedy v jednej ruke držíme horák s netaviacou sa volfrámovou elektródou, v druhej ruke prídavný materiál.
Prečo sa na zváranie hliníka používa striedavý prúd?
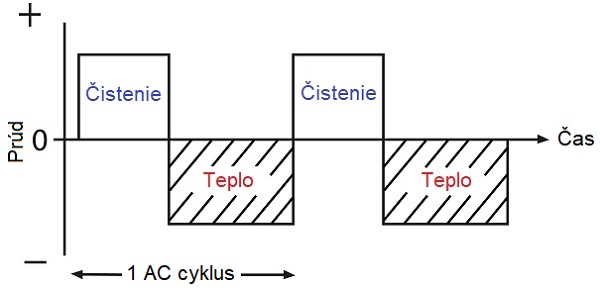
Striedavý prúd sa v priebehu svojho cyklu mení a dochádza k zmene polarity zváracieho prúdu nasledovným spôsobom:
- od kladného k zápornému pólu = kladná polvlna, kedy je netaviaca sa volfrámová elektróda v horáku anódou (+) a zvarenec mínus (-), t.j. prúd ide zo zvarenca na horák. Tu dochádza k prelomeniu oxidačnej vrstvy, kedy sa oxid hlinitý Al2O3 odstraňuje z povrchu a hliník sa „otvorí“ pre zváranie (vytvorí sa tzv. sklo). Tento čistiaci účinok je dôvodom použitia striedavého prúdu pre zváranie hliníka TIG.
- od zápornému pólu ku kladnému = záporná povlna, kedy je elektróda v horáku mínus a zvarenec plus, čo znamená, že horák prenáša teplo na zvarenec a kov sa taví.
Jednoducho povedané: oxid Al2O3 sa odstráni v kladnej polovici a kov sa roztaví v zápornej polovici. Výsledkom je neustály cyklus čistenia s ohrevom:
Nastavenie parametrov zváračky na zváranie hliníka - frekvencia a balance
Povieme si o dvoch parametroch a ich nastaveniach na zváračke TIG AC/DC, ktorým je užitočné rozumieť, keď chcete pri zváraní hliníka TIG-om dosiahnuť optimálne výsledky. Je to frekvencia a balance.
Frekvencia prúdu
Frekvencia sa využíva pri nastavovaní jemnosti zvárania.
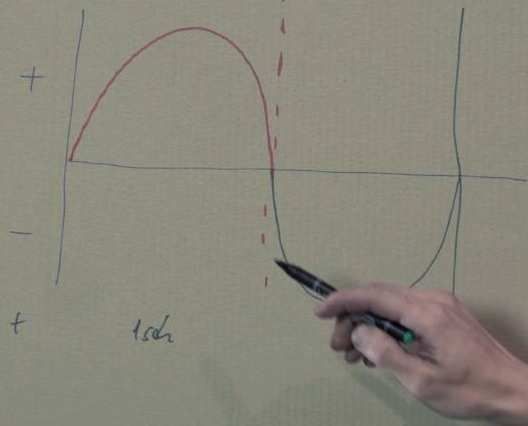
Frekvencia striedavého prúdu je nám pri zváraní hovorí, koľko krát za 1 sekundu sa zmení polarita striedavého prúdu, čiže koľko krát nám prejde horák z plusu do mínusu. Jednotka frekvencie je hertz (Hz). Frekvencia 100 Hz tak vyjadruje 100 oscilácií (pravidelných dejov) za 1 sekundu.
Znázornenie jedného priebehu vlny (takúto krivku oscilácie používali prvé TIG-ové zváračky):
Dnešné zváračky majú obdĺžnikový priebeh vlny, vďaka čomu sa pri zváraní hliníka vytvára najviac tepla, takáto vlna je veľmi dobrá na zváranie:

Nastavenie frekvencie na zváračke TIG AC/DC
Čím je frekvencia vyššia, tým je presnejšia a oblúk stabilnejší. Obrazne môžeme vysokú frekvenciu prirovnať ku skalpelu. Vyššia frekvencia sa používa na zváranie jemných vecí, napr. plechovky alebo hliníkové plechy hrúbky 1 mm - max. 3 mm. Pri vyššej frekvencii zvárania je však prievar menší.
Čím je frekvencia nižšia, tým je zváranie „hrubšie“, ako kladivom. Nižšia frekvencia sa používa pre zváranie hrubších materiálov kvôli dosiahnutiu optimálneho prievaru, napr. na materiál hrubší viac ako 5 mm použijeme frekvenciu okolo 60 Hz.
Výšku nastavenej frekvencie počujete aj podľa tónu, vyššia frekvencia má vysoký tón, nižšia frekvencia nižší tón.
TEST nastavenia frekvencie prúdu
Paľo Kováčik z firmy KOBALTSKY nám otestoval rôzne nastavenie frekvencie na TIG zváračke Pontig 202 AC/DC Most. Materiál má hrúbku 2 mm.
- Na zváračke máme nastavenú vysokú frekvenciu 250 Hz (250 oscilácií za 1 sekundu). Takto vysoká frekvencia nám necháva dosť času vytvoriť si zvarový kúpeľ, avšak tu nastáva problém pri prievaroch. Je tu jemný prievar, pri 2 mm plechu ide o ideálny výsledok. Pri hrubšom materiály by to bol problém.
- Na zváračke máme nastavenú najnižšiu frekvenciu 20 Hz (20 oscilácii za 1 sekundu). Zvar je širší, teplo sa tvorí inak, akoby vyrábané kladivom. Pri 2 mm je vytvorený prievar prehnaný, pri hrubších materiáloch by bol ideálny.

Porovnanie zvarov pri frekvencii zváračky nastavenej na 20 Hz a 250 Hz:
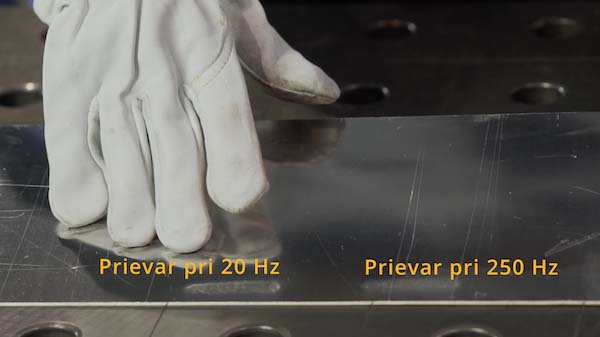
Porovnanie prievaru pri frekvencii zváračky nastavenej na 20 Hz a 250 Hz
Balance, čistenie, cleaning action – nastaviteľná úroveň čistenia hliníka
Parameter Balance v AC režime nám umožňuje nastaviť pomer záporného a kladného prúdu v striedavom prúde, ktorý ovplyvňuje rýchlosť zvárania a čistotu zvaru pre hliník a jeho zliatiny.
Inak povedané, ako dlho je horák plus a zvarenec mínus a naopak. Väčšinou sa vyjadruje v % alebo bežných číslach, predajcovia v označovaní frekvencie nie sú jednotní. Napr. zváračka Pontig 202 AC/DC Most udáva parameter Balance v percentách.
Balance vidíme podľa bielych častí po okraji zvaru, čo sú oxidy hliníka, ktoré sa odstraňujú.
Nastavenie Balance na zváračke TIG AC/DC
Základné nastavenie Balance je 30/70. Ide o zlatý stred, kedy by mal byť zvar pekný, čistý, nekontaminovaný. Pri tomto nastavení boli vykonané aj predchádzajúce dva zvary. V praxi 30/70 to znamená, že:
- horák je 30 % času oscilácie v pluse – vtedy prúd prechádza zo zvarenca do horáka a odstraňuje oxidačnú vrstvu,
- a následne je horák 70 % času v mínuse – vtedy prechádza teplo z horáka do zvarenca a bez oxidačnej vrstvy nám urobí tzv. sklo a môžeme zvárať hliník.
Vyššie hodnoty parametra Balance majú za následok rýchlejšie zváranie, užší zvarový kúpeľ, koncentrovanejší oblúk, hlbší prienik a nižší ohrev volfrámovej elektródy. Príliš vysoké hodnoty však spôsobujú špinavý zvárací kúpeľ.
Nižšie hodnody Balance spôsobia čistejší zvárový kúpeľ a pomalšie zváranie. Pri príliš nízkej hodnote budeme mať širší oblúk, plytší prienik, vyššie prehriatie a opotrebenie elektródy (vidíte podľa tvorby guľôčky na hrote elektródy), zhoršenie zapálenia oblúka a jeho smerovania a odoxidovanie povrchu.
Rovnako ako pri frekvencii však nenájdete jednotný spôsob nastavovania tohto parametru, závisí od výrobcu.
Aj keď väčšina výrobcov má prednastavené zváračky na hliník na balance 30/70, vždy treba zváračku vyskúšať a nastaviť si ju pred každou jednou prácou, aby sme dosiahli optimálne výsledky.
TEST nastavenia Balance
Paľo Kováčik opäť použil na testovanie zvárací invertor Pontig 202 AC/DC, tentoraz sa pohral s parametrom Balance. Pri tejto TIG zváračke na hliník je Balance nastavený na 50 %, čo by malo znamenať, že 50 % oscilácie je horák plus a zvyšných 50 % je mínus, ale nie je to tak. V skutočnosti ide o optimálne nastavenie 30/70, čo je trochu mätúce.
1. Nastavíme si extrém 15/85, t.j. 15 % času oscilácie je horák plus a zvarenec mínus a 85 % času oscilácie bude horák mínus a zvarenec plus.
Čistiaca akcia je takto nastavená na minimálne čistenie ana zvare bude vidieť „zcukornatenie“, resp. znečistenie, kontaminovaný oxidom hliníka. Na zvare vidieť jemné znečistenie, keď porovnáme zvary, kde bol nastavený balance 30/70, je tam podstatný rozdiel.
Balance nám ovplyvňuje aj prievar. Pri 100 Hz je prievar tak široký ako pri 20 Hz.
2. Nastavím opačný extrém: balance je 65/35 %, t.j. 65 % času oscilácie je horák plus a zvarenec 35% mínus. Čistiaca akcia prebiehala 65 %, toľko nám prechádzal prúd zo zvarenca do horáku, čo spôsobovalo nadmerné rozpaľovanie volfrámovej ihly, čo je vidieť guľôčkou na konci (volfrám sa roztopil) a následne kontamináciu zvaru volfrámu hneď na začiatku. Zvar nevyzerá veľmi pohľadne, prievar máme dosť veľký.
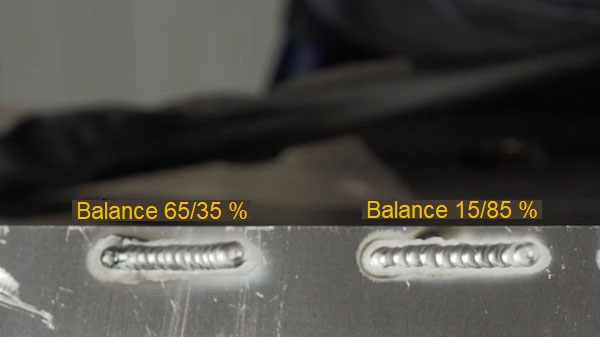
Výsledok testu zvárania pri nastavení parametra Balance na 65/35 vs 15/85

Záverečné porovnanie všetkých štyroch zvarov - zľava zvary s frekvenciou 250 Hz a 20 Hz s nastavením Balance 30/70, ďalšia dvojica s nastavením Balance v extrémoch 15/85 a 65/35
Hlavné parametre pri zváraní hliníka
Na zváranie hliníka sa používa striedavý prúd AC a hlavnými parametrami, ktorým musíme rozumieť je Balance a Frekvencia. Kým Balance ovplyvňuje mieru čistoty zvarov, zmena frekvencie súvisí s hľbkou prievaru. Na základe dobrého nastavenia vieme vytvoriť kvalitnejšie a krajšie zvary. Každý zvárač sa musí „vyzvárať“, aby vedel odhadnúť a nastaviť parametre pre zváranie podľa materiálu. Každá zváračka TIG AC/DC má iného výrobcu a iné možnosti nastavenia, preto je potrebné skúšať a nastavovať, aby sme dosiahli čo najlepšie výsledky. Ku zváraniu hliníka prajeme veľa trpezlivosti a chuti experimentovať :)
Pre nadšencov zvárania hliníka máme článok o siedmych krokoch, ktoré vedú k správnemu zváraniu - Návod na zváranie hliníka.
Prípadne blog Príslušenstvo pre TIG zváračky - na čo nezabudnúť pri kúpe?, pretože aj tým najskúsenejším zváračom sa môže stať, že na nejaký komponent zabudnú :).
váš tím Solík
















