Zváranie hliníka je jedna z najväčších výziev aj pre skúsených zváračov. Okrem samotného zvárania, je možno dôležitejšia príprava pred zváraním. Tým sa rozumie príprava materiálu, ktorý ideme zvárať, prídavného materiálu ktorým ideme zvárať, invertorovej zváračky a samotnej ochrany zvárača. Hliník môžeme zvárať všetkými základnými typmi zvárania, avšak najlepšie výsledky sú dosahované zváraním metódou TIG AC (striedavým prúdom) pomocou TIG AC/DC zváračky na hliník. Ak ešte riešite, ktorý stroj je na hliník vhodný, pripravili sme aj samostatné porovnanie TIG zváračiek AC/DC. Poďme sa teda pozrieť na 7 základných krokov, pre kvalitné zváranie hliníka.

1. Pripravte si všetko, čo potrebujete na zváranie hliníka
Na začiatok je nutné aby ste si pripravili všetko potrebné, s čím bude vôbec možné hliník zvárať:
- zvárací zdroj, ktorým je možné zvárať hliník - TIG zváračky AC/DC, MIG/MAG zváračky vhodné aj na hliník,
- hliníkový prídavný materiál - taký, ktorý je vhodný na zváranie danej zliatiny hliníka,
- ochranný plyn na vytvorenie ochrannej atmosféry, bežne sa používa čistý argón alebo alebo sa pridajú 3% hélia, ktoré lepšie stabilizujú oblúk,
- zabrúsenú volfrámovú elektródu - v prípade TIG zvárania, o brúsení sa dozviete viac v článku Volfrámové elektródy: ako a čím ich brúsiť?,
- vhodné príslušenstvo pri zváraní hliníka.
2. Pripravte si ochranné pomôcky na zváranie TIG
Ochranné pomôcky sú dôležité pri akomkoľvek zváraní. Pri zváraní hliníku a špeciálne metódou TIG, je však nutné mať špeciálne ochranné pomôcky. Jedná sa hlavne o:
- vhodnú zváraciu kuklu na TIG zváranie (s čo najmenšou hodnotou tmavosti v svetlom stave - napr. Optrel Panoramaxx CLT s DIN 2.0)
- ochranné rukavice, najlepšie čo najtenšie aby ste dokázali čo najlepšie ovládať zvárací oblúk,
- vhodné tepluodolné oblečenie (dlhé nohavice a blúza s dlhými rukávmi).
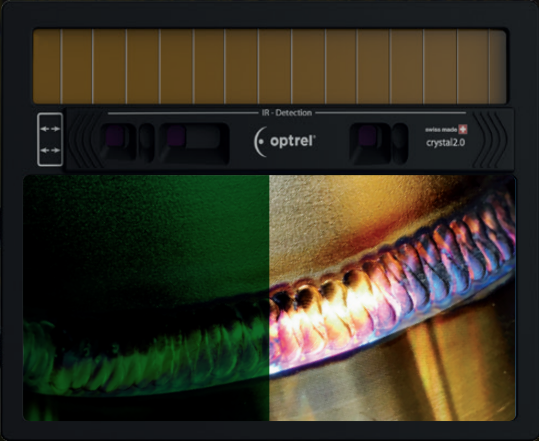
Pohľad cez priezor kukly s tmavosťou DIN 2.0 v svetlom stave
3. Čistenie zváraného hliníkového kusu a tiež prídavného materiálu
Asi jedna z najdôležitejších časti pri procese zvárania hliníka je jeho čistenie. Hliníkový materiál vytvára na povrchu tenkú vrstvu oxidu hliníka, ktorý sa topí pri oveľa vyšších teplotách ako samotný hliník. To znamená, že pred zváraním je nutné tieto oxidy odstrániť. To isté platí aj pre prídavný materiál. Hliník sa dá vyčistiť nasledovne:
- potrite miesto zvaru acetónom a opláchnite zváraný kus vo vode,
- nechajte ho poriadne vysušiť,
- vydrhnite hliník s kefou, ktorá má nerezové štetinky aby ste dokončili čistenie zváraného kusu,
- očistite prídavný materiál (ideálne pomocou brúsnych čistiacich kotúčov).
4. Najskôr si nacvičte zvar
Nacvičte si najskôr radšej celý proces zvaru na nečisto. To znamená, že nebudete ešte zapaľovať oblúk, ale prejdete si celú dráhu zvaru "na sucho" aby ste zistili či vás niečo neruší, nezavadzia vám alebo neznemožňuje predpokladaný pohyb. Pripraviť by ste si mali hlavne:
- správnu vzdialenosť horáku k hliníkovému materiálu (nie moc blízko aby ste neprilepili elektródu a tie nie moc ďaleko aby nebol oblúk moc široký, zvarový kúpeľ by sa veľmi ťažko kontroloval), ideálna vzdialenosť 2-3 mm,
- sklon horáku pri TIG zváraní približne 10° uhol voči zváranému kusu,
- sklon prídavného materiálu približne 90° voči wolfrámovej elektróde,
- následne otestujte samotný pohyb horáku presne takou cestou akou budete zvárať,
- horák vždy tlačte od seba nikdy neťahajte k sebe.
5. Predhriatie hliníkového materiálu
Omnoho jednoduchšie je zvárať hliník keď je ešte pred zváraním zohriaty na vyššiu teplotu ako je v miestnosti. Pri zváraní hrubých kusov hliníkových kusovom môže dochádzať k veľmi slabým zvarom, ak nie je materiál pred zváraním predhriaty. Predohriať materiál môžete niekoľkými spôsobmi:
- predohriatie pomocou plynového horáku,
- vloženie obrobku priamo do pece ak je to možné,
- indukčným ohrevom,
- odporúčané zahriatie je na 170° C.
6. Nastavenie zváracieho zdroja vhodného pre hliníkové zváranie
Je dôležité si nastaviť hlavne veľkosť zváracieho prúdu. Odporúča sa na 1 mm hrúbky materiálu nastaviť 40 A. To znamená, že ak chcete zvárať 3 mm kus mali by ste mať nastavené približne 120 A. Pri TIG zváraní samozrejme musíte disponovať zváračkou, ktorá dokáže zvárať hliník. Tak isto potrebujete špeciálny prídavný materiál na hliník a mať zvolený vhodný režim zvárania. Viac o nastavení TIG zváračky AC/DC pri zváraní hliníku nájdete v ďalšom článku.
7. Môžete zvárať
Začnite tým, že priblížite horák s wolfrámovou elektródou ku zváranému kusu. Elektróda by sa nemala dotýkať materiálu, inak by sa mohla prilepiť a otupiť čo znamená, že by sme ju opäť museli zabrusovať. Je teda vhodné mať elektródu vzdialenú od materiálu približne 3 mm. Stlačením spúšte na horáku sa zapáli elektrický oblúk, ktorý prebieha medzi eletródou a zváraným kusom. Teplo, ktoré je vytvárané oblúkom roztavuje materiál a vytvára sa zvarový kúpeľ. Ak potrebujeme vyplniť zvar, postupne pridávame prídavný materiál. Pre ukončenie zvárania len pustíme spúšť na horáku a chvíľu necháme dofúknuť plyn na náš nový zvar.
váš tím Solík





